








Case Study of the Entire Injection Molding Manufacturing Process: Production of High-Gloss ABS Shells for Robotic Vacuum Cleaners and Detailed Explanation of Mastars' Injection Molding Business


I. Introduction: Current Status and Case Selection of the Injection Molding Industry
Injection molding, as the most widely used plastic processing technology in modern manufacturing, boasts core advantages such as high-efficiency mass production, controllable precision, adaptability to complex structures, and strong material compatibility. It is widely used in numerous fields including electronics, automotive manufacturing, medical devices, smart homes, and daily consumer goods, and is a core means to achieve large-scale, standardized production of plastic parts. Compared to processes such as blow molding, extrusion, and compression molding, injection molding can precisely create thin-walled, irregularly shaped, and complex components with ribs/clamps/undercuts, and can achieve large-scale continuous production, balancing production efficiency and product quality, making it an indispensable key process in high-end manufacturing.
This case study focuses on a high-gloss ABS shell for a robotic vacuum cleaner in the smart home sector. This product combines three key characteristics: high-quality appearance, high-precision structure, and large-scale mass production, making it a typical application scenario for injection molding. The shell is made of ABS engineering plastic, requiring a piano black high-gloss finish, free of weld lines, shrinkage marks, and flash. Dimensional tolerances are controlled within ±0.2mm, with a single-piece molding cycle of ≤35s and a batch production capacity exceeding 100,000 units. This fully demonstrates the technical key points and quality control logic of the entire injection molding process. Furthermore, by combining Mastars' injection molding business layout, core capabilities, and service system, this study provides an in-depth analysis of the process advantages and market competitiveness of leading companies in the industry, offering detailed evidence for the application of injection molding technology and business reference.
II. Case Study of the Entire Injection Molding Process for High-Gloss ABS Shell of a Robotic Vacuum Cleaner
(I) Preliminary Project Preparation: Requirements Breakdown and Process Planning
Before officially starting injection molding production, three core tasks need to be completed: in-depth analysis of product requirements, assessment of process feasibility, and mold design and processing. These are the foundation for ensuring smooth subsequent production and product quality, and are also the "source control" link of the injection molding process.
1. Product requirements and process challenges breakdown
The robotic vacuum cleaner features a unibody design, measuring approximately 320mm × 320mm × 80mm, with a uniform wall thickness of 1.5mm and localized reinforcing ribs of 1.0mm thickness. It incorporates four inverted clips and six sets of latches to accommodate internal components such as the motor, battery, and sensors. Key requirements include: 1) a high-gloss piano black finish, free of any defects; flow marks, shrinkage marks, and silver streaks are all considered defects; 2) high dimensional accuracy, with latch gaps ≤0.1mm to ensure a tight fit; 3) high production efficiency to meet the delivery cycle of 100,000 units; and 4) compliant material performance; the ABS material must possess good impact resistance, heat resistance (≥70℃), and surface hardness to ensure product durability.
Based on the product characteristics, the core process challenges are identified: thin-walled structures are prone to insufficient filling and material shortages; the difference in thickness between the reinforcing ribs and the main body wall can easily lead to uneven shrinkage and shrinkage marks; high-gloss surfaces have extremely high requirements for the surface finish of the mold cavity, melt flowability, and cooling uniformity; and undercut structures require a reasonably designed core-pulling mechanism to avoid demolding damage to the product.
2. Mold Flow Analysis and Mold Design and Manufacturing
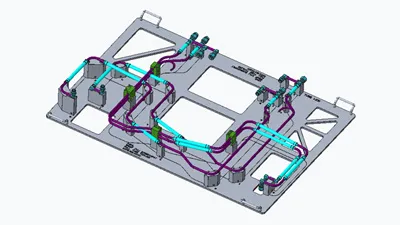
Utilizing professional mold flow analysis software, the entire process of ABS melt filling, holding pressure, and cooling within the mold cavity was simulated. This optimized the gate location, runner layout, and cooling water channel design, proactively mitigating defects such as weld lines, shrinkage marks, bubbles, and warpage. Ultimately, a **1-mold, 2-cavity hot runner mold** was adopted, with a submersible gate design to avoid leaving gate marks on the surface. The cooling water channels feature a circulating, uniform arrangement that conforms to the product contour, ensuring consistent cooling rates. A mechanical core-pulling mechanism is used for the undercut area to achieve automated demolding.
The mold is made of S136 mirror-finish mold steel, which, after quenching, achieves a hardness of HRC60 or higher, exhibiting excellent wear resistance and surface finish, making it suitable for high-gloss product production. Mold processing utilizes high-precision CNC machining centers, EDM, and wire cutting equipment, polishing the cavity surface to a mirror finish (Ra≤0.02μm) to ensure a high-gloss texture on the product surface. After mold processing, multiple trial moldings and adjustments are conducted to optimize process parameters until the product meets quality standards.
(II) Core Production Process of Injection Molding
After completing the preliminary preparations, the process enters the large-scale injection molding production stage. The entire process is divided into seven major steps: **raw material pretreatment, plasticizing and melting, high-pressure injection, pressure holding and shaping, cooling and solidification, demolding and part removal, and post-processing and quality inspection**. The entire process is automated to ensure production stability and product consistency.
1. Raw material pretreatment: ABS granules are dried and dehumidified.
ABS is a hygroscopic plastic; residual moisture in the raw material can cause defects such as bubbles, silver streaks, and surface pitting in injection molded products. Therefore, it needs to be dried in advance. A hot air circulating dehumidifier is used to place the ABS raw material granules in a drying environment of 80-85℃ for 3-4 hours, strictly controlling the raw material moisture content to ≤0.03%. After drying, the material is conveyed to the injection molding machine barrel through a sealed hopper to prevent secondary moisture absorption, ensuring melt purity and product appearance quality from the source.
2. Plasticizing and melting: Screw shearing and heating for plasticizing.
The dried ABS granules are added to the injection molding machine hopper. The screw rotation and the heating coil work together to plasticize the material. The injection molding machine barrel is divided into three sections: feeding, plasticizing, and nozzle. Temperature gradient control is implemented in these three sections: feeding section (160-170℃) for initial softening; plasticizing section (180-190℃) for complete melting and uniform plasticization; and nozzle section (175-185℃) to prevent overheating and degradation of the melt. The screw rotates at a constant speed, pushing the molten ABS to the nozzle tip, establishing stable injection pressure, and simultaneously expelling air bubbles from the melt to ensure its fluidity and uniformity.
3. High-pressure injection: rapid filling of the cavity by the melt.
After the mold is closed and locked, the injection molding machine screw advances rapidly, injecting molten ABS into the mold cavity at high pressure and high speed. The injection parameters employ a three-stage speed control: initial low speed (40% injection speed) to overcome gate resistance and prevent melt ejection; mid-stage high speed (70% injection speed) to quickly fill the main body of the cavity, shortening filling time and reducing weld lines; and final low speed (30% injection speed) to smoothly fill the cavity and prevent flash. Injection pressure is controlled at 80-100 MPa, and filling time is controlled at 2-3 seconds to ensure the melt quickly and evenly fills the cavity without missing material or air bubbles.
4. Pressure holding and shaping: Compensating for shrinkage to ensure accuracy.
After the melt filling is complete, the pressure holding stage begins. The screw maintains a constant pressure, continuously supplying melt into the cavity to compensate for volume shrinkage during the melt cooling process, thus preventing defects such as shrinkage marks, voids, and dimensional deviations. The pressure holding pressure is set to 60%-70% of the injection pressure (50-60 MPa), and the holding time is 4-5 seconds, until the melt at the gate is completely solidified, at which point the material supply channel is cut off. The pressure holding stage is crucial for controlling product dimensional accuracy and eliminating shrinkage marks. Parameters need to be fine-tuned in real-time according to the product wall thickness and structure to adapt to the production requirements of high-gloss, thin-walled parts.
5. Cooling and curing: Rapid cooling to stabilize the form.
After pressure holding is completed, the mold remains closed, and the cooling water circulation is activated. Room temperature cooling water quickly removes the heat from the melt, allowing the product to completely solidify from a molten state to a solid state, achieving the required demolding hardness. Cooling time is a key factor affecting the molding cycle. For this product, the cooling time was controlled to approximately 25 seconds, ensuring complete solidification, no deformation, and no warping, while also maintaining production efficiency. The cooling water channels are evenly distributed, and the water temperature is precisely controlled to ensure a consistent cooling rate across all parts of the product, avoiding internal stress and deformation problems caused by uneven cooling.
6. Demolding and part removal: Automated ejection and separation of products.
After the product is fully cured, the mold automatically opens, and the core-pulling mechanism first demolds the undercut parts. Then, the injection molding machine's ejector system moves synchronously to smoothly eject the product from the mold cavity, avoiding excessive ejection force that could cause product deformation or whitening. After demolding, the product is picked up by an automated robotic arm and placed on a dedicated conveyor belt to prevent scratches and bumps on the surface, achieving unmanned demolding and part removal, improving production efficiency and product integrity.
7. Post-processing and comprehensive quality inspection
After demolding, the product undergoes simple post-processing to remove gate residue and flash, followed by meticulous trimming using specialized tools to avoid damaging the appearance and structural components. After post-processing, a comprehensive quality inspection process is initiated: first, visual inspection using a combination of visual inspection and strong light to check for defects such as weld lines, shrinkage marks, silver streaks, and scratches; second, dimensional inspection using a fully automated coordinate measuring machine (CMM) to measure key parameters such as product dimensions, snap-fit spacing, and wall thickness to ensure compliance with tolerance requirements; and third, performance sampling to test the product's impact resistance and heat resistance, verifying that the material performance meets standards. Defective products are sorted and processed, while qualified products proceed to the next assembly stage.
(III) Key Points of Process Optimization and Quality Control
During mass production, it is necessary to continuously optimize process parameters and strengthen quality control to ensure product consistency and production stability. For high-gloss ABS shells, three key control points are crucial: first, temperature control, precisely controlling the barrel, mold, and cooling water temperatures to prevent melt degradation and uneven cooling; second, pressure control, balancing injection pressure and holding pressure to prevent flash and shrinkage marks; and third, mold maintenance, regularly cleaning the mold cavity and inspecting the core-pulling mechanism and ejector pins to prevent mold wear and residual waste from affecting product quality. Simultaneously, a batch traceability system is established to record the process parameters, raw material information, and quality inspection results for each batch, achieving full-process traceability and ensuring stable quality of batch products.
III. A Comprehensive Analysis of Mastars' Injection Molding Business
(I) Company Overview and Business Layout
Mastars is a globally renowned one-stop manufacturing service provider with over 20 years of experience in precision manufacturing. It boasts a comprehensive R&D, production, and quality control system, covering injection molding, CNC machining, 3D printing, sheet metal processing, die casting, and many other fields. It is a comprehensive manufacturing service provider integrating mold design and manufacturing, small-batch pilot production, large-scale mass production, surface treatment, and assembly delivery. Leveraging its core advantages of rapid delivery, high-precision manufacturing, flexible production, and end-to-end service, the company serves clients in the global electronics, automotive, medical, aerospace, and smart home industries. Injection molding, as its core business, holds a leading position in the industry thanks to its mature processes, advanced equipment, and professional technical team.
(II) Core Advantages of Mastars' Injection Molding Business
1. Flexible production capacity to adapt to full-scale production needs.
Mastars breaks away from traditional injection molding production's minimum order quantity (MOQ) restrictions, launching a service model with **zero MOQ and tiered pricing**. It can handle orders ranging from a few sample productions and small-batch trials to large-scale mass production of over 100,000 pieces, perfectly meeting customers' needs throughout the entire product lifecycle, from R&D and trial production to mass production. The company is equipped with over 60 injection molding machines of varying tonnages, with clamping forces ranging from 20 to 650 tons. It can produce both micro-precision parts and large plastic components, and can handle molds weighing up to 10 tons. Production capacity is flexible and adjustable, balancing rapid small-batch prototyping with efficient large-batch mass production.
2. Compatible with all material categories to meet diverse performance requirements.
The company offers over 100 types of plastics, elastomers, and silicone materials, covering conventional engineering plastics such as ABS, PC, PP, PA, POM, PMMA, and PC/ABS alloys, as well as specialty modified plastics such as high-temperature resistant, impact-resistant, flame-retardant, food-grade, and medical-grade plastics. We can precisely match the optimal material based on the customer's product application scenario, performance requirements, and cost budget. Simultaneously, we support injection molding with environmentally friendly materials such as recycled PCR materials, balancing product performance with green manufacturing principles and adapting to the compliance requirements and application needs of various industries.
3. Molds are developed and produced in-house, ensuring both precision and efficiency.
Mastars boasts an independent mold manufacturing workshop, with over 60% of its molds being self-developed and self-produced. Its core molds are exported to Europe and the United States. The workshop is equipped with fully automated high-precision CNC machining centers, CNC wire cutting machines, EDM machines, grinding machines, and other professional equipment, coupled with a CAD/CAM digital design system, enabling integrated mold design, processing, and debugging. The molds are made from high-quality materials and have high processing precision, with cavity accuracy reaching ±0.01mm. They are suitable for injection molding production of high-gloss, precision, and complex structural products, while significantly shortening mold delivery cycles, enabling rapid mold opening and trial production, and helping customers quickly bring their products to market.
4. Digital quality inspection ensures product accuracy and compliance.
The company is equipped with professional quality inspection equipment such as a **fully automatic coordinate measuring machine (CMM),** image measuring instrument, tensile testing machine, and heat resistance testing machine, establishing a digital quality inspection system to automate and standardize dimensional inspection, performance testing, and appearance inspection. It can quickly generate accurate quality inspection reports, achieving full-process quality control of products. Strictly adhering to international quality standards such as ISO 9001:2015, AS9100D, and ITAR, the company ensures that product dimensional accuracy and performance indicators meet customer requirements and industry standards, making it particularly suitable for high-precision fields such as medical and aerospace.
5. One-stop end-to-end service, reducing customer costs.
Mastars offers a one-stop service from early-stage DFM (Design for Manufacturability) consultation, mold design and manufacturing, injection molding production, post-processing (polishing, spraying, screen printing, etc.), assembly to global delivery, eliminating the cumbersome process of multiple intermediaries for clients. A professional engineering team intervenes early in product design, optimizing structure, simplifying processes, avoiding production difficulties, and shortening the R&D cycle; automated production lines reduce labor costs and improve production efficiency; and large-scale raw material procurement compresses material costs, truly achieving cost reduction and efficiency improvement for clients, creating a worry-free, efficient, and cost-effective injection molding manufacturing service.
(III) Core Injection Molding Processes and Application Areas
Mastars is proficient in various injection molding processes. In addition to conventional injection molding, it also offers specialized processes such as insert molding, two-color injection molding, low-pressure injection molding overmolding, transparent part injection molding, and high-gloss injection molding, adaptable to the production of various complex products. Its business applications are wide-ranging: in the electronics and electrical appliance sector, it undertakes the production of mobile phone casings, computer accessories, socket panels, sensor casings, etc.; in the smart home sector, it manufactures robot vacuum cleaner accessories, smart speaker casings, lighting components, etc.; in the automotive sector, it produces interior parts, rearview mirror casings, connectors, and other precision components; in the medical field, it manufactures compliant products such as medical consumables and instrument casings; and in the daily consumer goods sector, it mass-produces various plastic casings and accessories, covering the entire spectrum of consumer goods and high-end manufacturing.
(iv) Business service processes and customer protection
Mastars' injection molding business employs a standardized service process to efficiently meet customer needs: First, customer needs assessment: customers provide product drawings, materials, production capacity, precision requirements, etc.; second, solution evaluation: the engineering team conducts DFM analysis, process planning, and quotation calculation to produce a customized solution; third, mold manufacturing: molds are designed and manufactured according to requirements, and mass production begins after successful trial molding and debugging; fourth, injection molding production: automated production lines operate continuously, with real-time control of process and quality; fifth, quality inspection and delivery: after passing all quality inspections, post-processing and assembly are completed according to customer requirements, and shipment is expedited.
Meanwhile, the company provides 24/7 technical support, responding to customer needs in real time, tracking project progress throughout, and ensuring on-time order delivery. With its advantages in rapid prototyping, efficient mass production, stable quality, and comprehensive service, Mastars has become a trusted injection molding partner for numerous companies worldwide, continuously providing customers with high-quality, cost-effective plastic parts manufacturing solutions.
IV. Summary
Injection molding, with its unique technological advantages, has become a core method for modern plastic parts production. The production case of the high-gloss ABS shell for a robotic vacuum cleaner fully demonstrates the entire process logic of this technology, from initial planning and core production to quality control, highlighting the decisive role of **refined processes, precise parameters, and standardized management** in product quality. Mastars, as a leading company in the injection molding field, leverages its core advantages such as flexible production capacity, self-developed molds, digital quality inspection, and one-stop service to streamline the entire chain from design to delivery. This allows them to meet both small-batch rapid prototyping needs and large-scale mass production, adapting to the injection molding manufacturing needs of multiple industries and product categories.
In the future, with the rapid development of high-end manufacturing, injection molding technology will be upgraded towards **high precision, intelligence, greening, and high efficiency**. Leading companies such as Mastars will continue to iterate their technologies and optimize their services to further improve the production efficiency and product quality of injection molding, helping various industries to upgrade and innovate parts manufacturing, and promoting the plastics processing industry to a higher quality development stage.
Hot Cases
Hot Tags
Stay Connected!




Manufacturing on Demand
Please fill in the following information to obtain plan details (information is confidential and not disclosed publicly), we will contact you within 24 hours, please keep your phone available!
Upload a 3D/2D model to see instant pricing, lead time, and DFM feedback.